




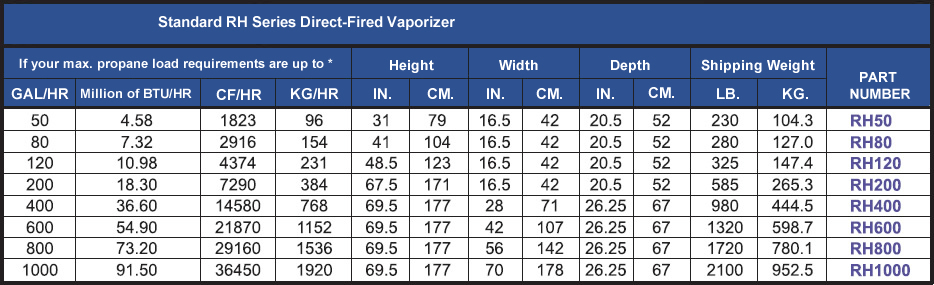
RH Series Standard Features:
- Mechanical liquid inlet valve provides positive control of LP-Gas liquid level on all RH 50, 80 and
RH 120 sizes. Larger sizes use reliable float switch and electric inlet valve to prevent liquid carryover. - Millivolt-powered gas control system maintains consistent vapor temperature under changing load conditions.
- Gas control valve is located inside the protective dry cabinet with the regulator mounted on the exterior providing for total ventilation.
- Precision operating temperature switch, factory-set and sealed against tampering, incorporates precious metal contacts for extended service life.
- Two-stage pressure regulation provides accurate burner gas burner pressures and performance regardless of changes in inlet pressure.
- ASME code vaporizing tubes with integral heat exchange vanes and insulated ducts provide efficient vaporization with minimum burner input.
- Modular design provides maximum capacity in a compact, rectangular unit.
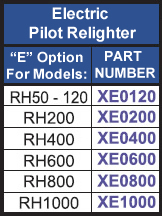
- Double-Louvered combustion air baffles assure freedom from outages even during adverse weather conditions. (For extreme conditions, optional electric pilot reignitors are available).
- All sizes are capable of infinite turn-down and will maintain a ready supply of vapor from zero load to full capacity. At no load, only enough heat will be generated to maintain vapor temperature and to prevent condensation.
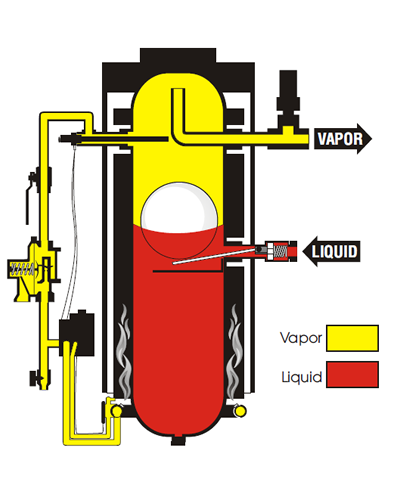
Theory of Operation
The RH Series vaporizer consists of a vertical ASME rated pressure vessel which is directly heated by a gas fired burner. The burner consumes a small portion of vapor from the vessel to develop the heat required for vaporization. As liquid enters the vessel, it begins to vaporize as heat is absorbed from the warm heat exchanger. This causes the vapor temperature to decrease. The operating temperature switch monitors vapor temperature and signals the gas control valve to fire the burner when vapor temperature drops below set point (120 degree F). Ransome Models RH50 thru RH120 use a mechanical liquid level control system that consists of a mechanical inlet valve, which is actuated by a stainless steel ball located inside the vessel. If the liquid level rises above the desired level, the float will lift off the inlet valve lever allowing it to to close, preventing a liquid carryover. Once the level drops, the inlet valve will re-open. Ransome Models RH200 thru RH1000 use an electrically operated liquid level control system which consists of an external float switch and solenoid valve. If the liquid rises above the desired level, the float will close the solenoid valve to prevent a liquid carryover.


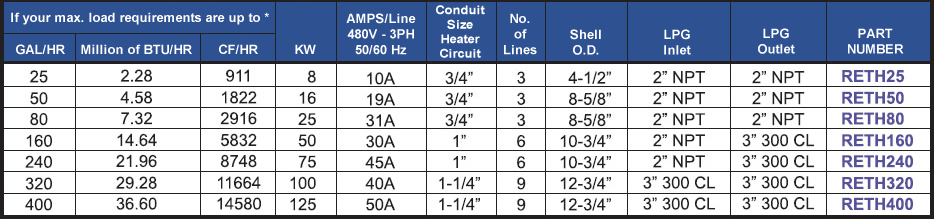
RETH Series Electric Tank Heater
Features and Benefits
• ASME Code Pressure Vessel. Each vessel is constructed of high strength carbon steel as per Section VII, Div. I of the ASME Code.
• Precision operating and safety limit switches.
• Top quality flanged immersion heater. Steel elements are standard. Stainless steel available. Heaters are sized for the exact heat required.
• ASME stamped relief valve. ASME pressure vessel is adequately protected by an external safety relief valve.
• All controls (contactors, relays, etc.) are located inside a NEMA4 control panel for dependable performance even in extreme weather conditions.
• All sizes are capable of infinite turndown and will maintain heat supply and resultant pressure in LPG storage vessel from zero load to full capacity. At no load, only enough heat will be generated to maintain set point pressure.
• Standard electrical configuration Class I, Div. II. (Class I, Div. I also available)
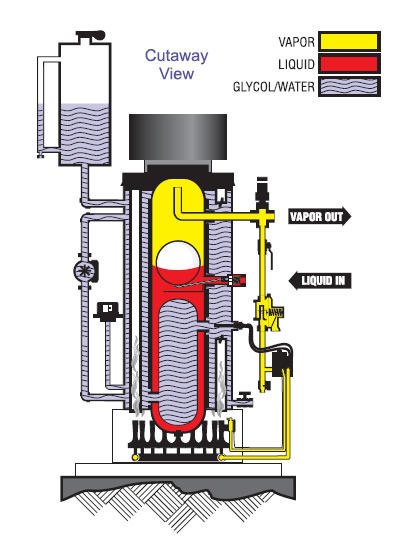
Control
The RE Series Tank Heater uses pressure actuated ON/OFF control to maintain a desired pressure in the LPG storage vessel. An operating pressure switch cycles an immersion heater full ON or OFF. Pressure sensitivity (hysteresis) is designed into the control action between ON and OFF. This sensitivity is designed to prevent the switching of the immersion heater ON and OFF within a pressure span that is too narrow. Pressure is always maintained “about the set point.” This is dictated by the switching sensitivity of the ON/OFF control. The control action further dictates that there will be a certain amount of pressure overshoot and undershoot. The degree of overshoot and under-shoot will be dependent on the characteristics of the entire thermal system.
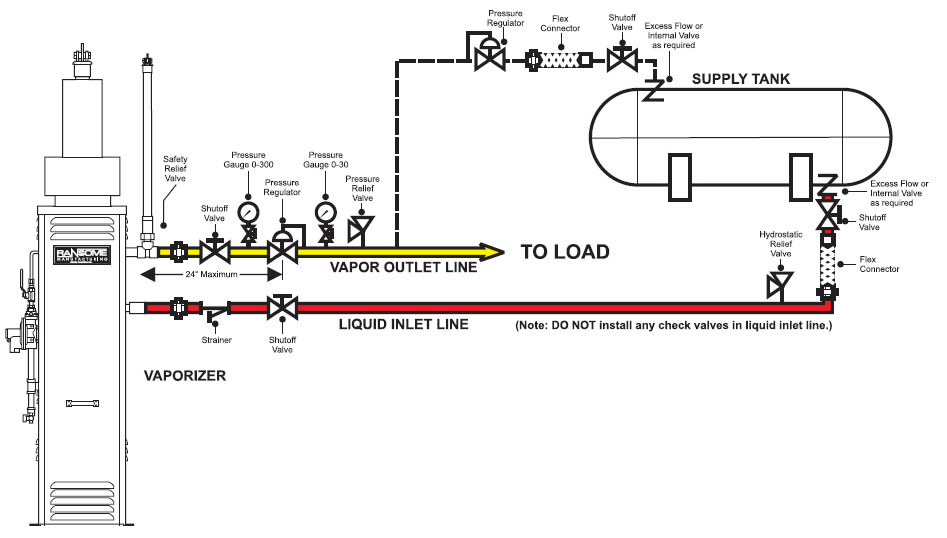
Operation
The RE Series Tank Heater is installed as close to and as far below the LPG storage tank as practical. This is very important since the tank heater is dependent on gravity for the flow of LPG liquid into it. The shortest possible run of adequately sized supply piping minimizes pressure drop and maximizes the value of liquid head pressure to the tank heater. As liquid flows into the tank heater, it is immediately vaporized by the warm immersion heater. The resultant warm vapor is naturally re-circulated back into the LPG storage vessel. This addition of heat raises the temperature and consequently raises the pressure in the system. As system pressure varies due to rise and fall of ambient temperature or vapor withdrawal from tank, the tank heater will circulate sufficient LPG to maintain desired set point pressure as long as heat losses do not exceed capacity of tank heater input.





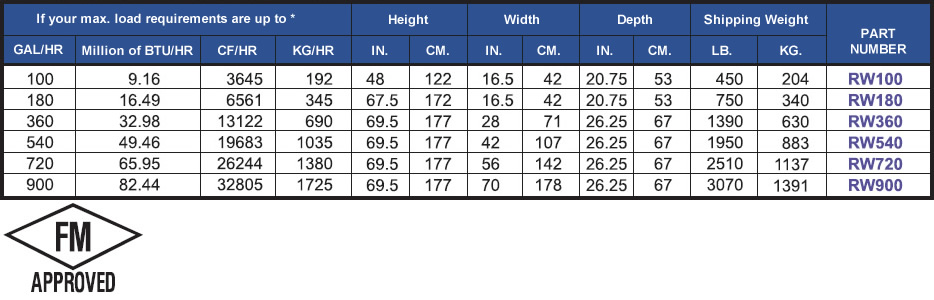
RW Series Water-Bath Vaporizer
The RW Series vaporizer consists of a vertical ASME rated pressure vessel which is submerged in a water bath. The water is heated by a gas fired burner which consumes a small amount of vapor from the vessel to develop the heat required for vaporization. As liquid enters the vessel, it begins to vaporize, absorbing the heat stored in the water causing its temperature to decrease. The operating temperature switch monitors water temperature and signals the gas control valve to fire the burner when water temperature drops below set point (175 degrees F). The circulating pump keeps the water and glycol property mixed and assists in heat transfer by circulating the water throughout the tube, eliminating hot spots. Ransome Model RW100 uses a mechanical liquid inlet valve that is actuated by a stainless steel ball located inside the vessel. If the liquid level rises above the inlet connection, the float will lift off the inlet valve allowing it to close, stopping the liquid flow. Once the liquid drops, the valve will re-open. Ransome Models RW180 thru RW900 use an external float switch and electrically operated solenoid valve to stop the liquid flow. Once the liquid drops to a safe level, the float switch will re-open the valve.
Standard Features
• Mechanical liquid inlet valve provides positive control of LP-Gas liquid level on all RW 100 units. RW180 thru RW900, use a reliable float switch and electric inlet valve to prevent liquid carryover.
• Millivolt-powered gas control system maintains proper water bath temperature under changing load conditions.
• Gas control valve is located inside the protective dry cabinet with the regulator mounted on the exterior providing for total ventilation.
• Precision operating temperature switch, factory-set and tamper resistant, incorporates precious metal contacts for extended service life.
• Two-stage pressure regulation provides accurate burner gas burner pressures and performance regardless of changes in inlet pressure.
• ASME code vaporizing tubes with integral heat exchange vanes and internal water chamber provide efficient vaporization with minimum burner input.
• Integral circulating pumps enhance heat transfer and temperature control capabilities.
• Modular design provides maximum capacity in a compact, rectangular unit.
• Double-Louvered combustion air baffles assure freedom from outages even during adverse weather conditions. (For extreme conditions, optional electric pilot reignitors are available).
• All sizes are capable of infinite turndown and will maintain a ready supply of vapor from zero load to full capacity. At no load, only enough heat will be generated to maintain water temperature and to prevent condensation.

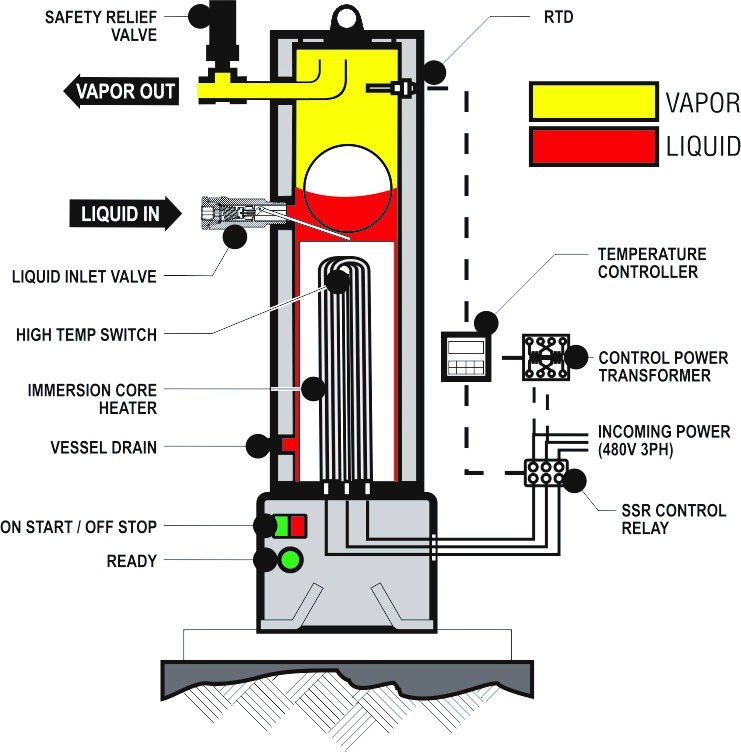
RES Series
Ransome RES Series Electric Vaporizers provide an economical, dependable source of Liquefied Petroleum (LP) gas vapor for a wide range of applications up to 120 gallons per hour. Standard units are self-contained and completely prewired. The customer simply connects power to the unit and the electrical installation is complete. They are individually factory-tested on Propane and shipped ready for use. The LP-Gas Inlet and Vapor Outlet are connected to the user’s system. The Start button is activated, and the Ransome RES Series Vaporizer goes to work, quietly and automatically.
Ransome RES Series Vaporizers develop the heat required for vaporization of LP-Gas. Operating on temperature control, the heaters function only as needed to maintain proper temperature.
Standard Features
- Dry-type carbon steel pressure vessel.
- Ransome’s unique mechanical liquid level inlet valve. It provides positive shutoff of LP-Gas liquid, preventing liquid from entering the outlet. No manual reset or operational disruption.
- Electronic Temperature Controller, with Solid State Contactor. The controller operates the heater circuit for the desired outlet vapor temperature set point. The controller also monitors for high temperature and turns off heater in the event of a high temperature condition.
- Replaceable electric resistance heater cartridge. Provides the heat required for vaporization.
- ASME stamped relief valve. Each vaporizer unit is adequately protected in accordance with NFPA 58 and California Title 8 codes.
- 240/480V AC , 3PH, 60 Hz Input power. No other power is required.
(Optional: 380V AC and 415V AC, 3PH, 50Hz or 60Hz)
- All sizes are capable of infinite turndown and will maintain a ready supply of vapor from zero load to full capacity. At no load, only enough heat will be generated to maintain set point temperature.
- Standard electrical configuration Class I, Division I.




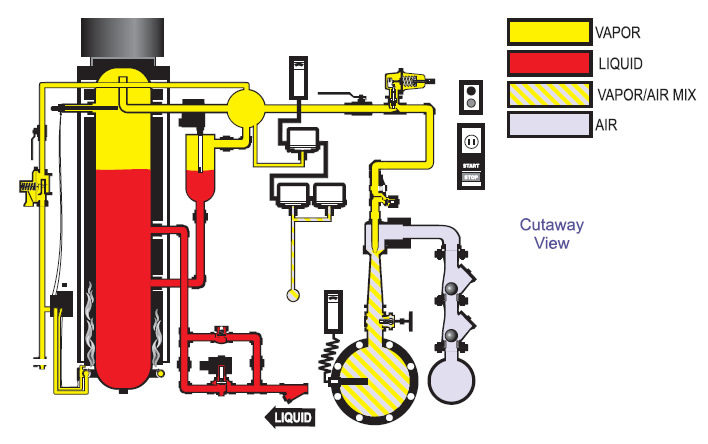
PAM Series Direct-Fired Vaporizer-Mixers provide an economical, dependable source of propane-air mixture to replace natural gas for any industrial or commercial use up to 73,500 SCFH at as high as 30 PSI. Applications include factories, hospitals, schools, office buildings, small utilities and many others. They are individually factory-tested and calibrated on propane and shipped ready for use.
Standard Features
• Exclusive Ransome Gasonic venturis maintain close control of air-gas mixture.
• Safety shutdown interlocks protect installation from damage or hazard due to excessive or insufficient temperatures and pressures. Complete complement of safety shutdown interlocks is provided with standard models including: high propane vapor pressure; low propane vapor pressure; high mixed gas pressure; low mixed gas pressure; high vaporizer temperature; low mixed gas temperature.
• Simple, safe electrical control system, properly grounded and fused, for long, dependable service life.
• Dual air valves on each venturi prevent leakage of mixed gas into air inlet system.
• Multiple venturis provide quieter operation, with much smaller surge tanks than larger, single venturi systems.
• Gas-Air mixture is adjustable over a wide range to match natural gases with different specific gravities and heat contents.
• Same dependable, compact, multiple-tube vaporizer construction as used in RH Series.
• Each machine is tested and calibrated on propane under field conditions. Certified Test Data Report is provided.
• Modular design provides maximum capacity in a compact, rectangular unit. Nearly 74,000 SCFH natural gas can be replaced by a single PAM 1000-50 occupying less than 24 square feet.
• Models are available in a complete range of sizes from 10,000 to 50,000 SCFH mixed ges, eliminating the need to buy more capacity than required.
• All sizes are capable of infinite turndown and will maintain a ready supply of mixed gas from zero load to full capacity. At zero load, only enough heat will be generated to maintain temperature and prevent condensation.
Standard units are venturi-type, built in accordance with Factory Mutual.
SPECIFY DESIRED SETTING Factory tested and calibrated to deliver 1.31 specific gravity (1480 BTU/Cu. Ft.) propane-air mix. Other Gases can be utilized such as butane, butane-propane mixes, natural gas, etc. Consult the factory for their application. 110V AC, 1PH control voltage standard: other voltages available on request.
*Units may be paralleled to achieve greater capacities. Natural Gas; S.G.U. = .6 Gross Heat Content 1000 BTU/Cu. Ft. Mixed Gas; Propane-Air, S.G.U. = Gross Heat Content 1480 BTU/Cu. Ft





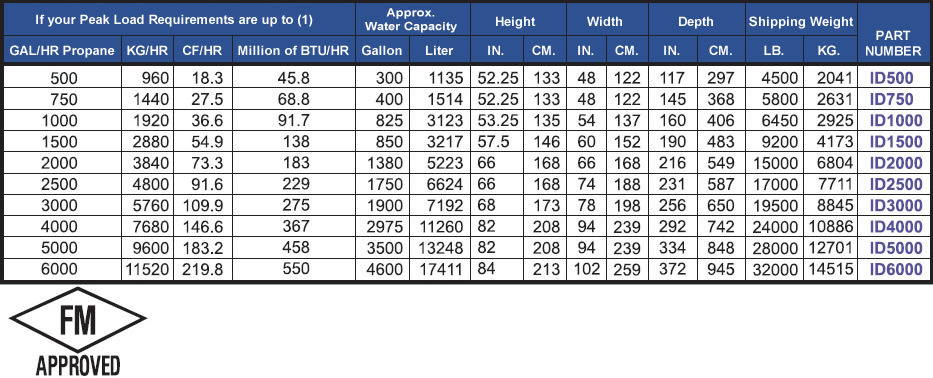
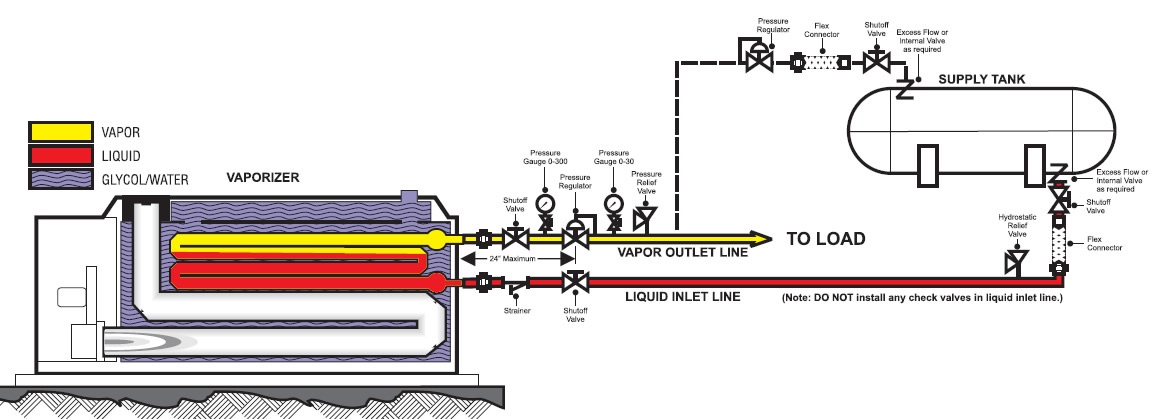
ID Series Water-Bath Immersion Tube Vaporizer
LP-Gas is stored as a liquid and used as a vapor. To change it into a vapor, heat must be added at the rate of: 785 BTU’s for each gallon of propane, 808 BTU’s for each gallon of butane. The liquid will then boil, changing to vapor at the rate of: 36.4 cubic feet for each gallon of propane, 31.3 cubic feet for each gallon of butane. LP-Gas liquid is supplied to the inlet of the ID Vaporizer from a suitable source. The liquid enters a header connected to a series of heat exchanger tubes which run through a warm water bath. This heats the liquid and converts it into vapor. The vapor is collected in a header at the top of the tubes, where it is drawn off to supply the needs of the application. The water is kept warm by a power burner mounted in a large immersion tube passing through the bath.
Standard Features
• Efficient propane combustion and consistent performance is maintained, since the power burner is substantially
independent of weather conditions. Air is delivered to the combustion zone through the burner by a heavy-duty fan
and is discharged through a diffuser specially designed to provide a firm flame anchor and stable, high-efficiency combustion. The resultant flame stability provides quiet operation, free from vibration, pulsation or flashback.
• A low, attractive silhouette is maintained in all sizes, since the power burner requires only a short slack and
weather cap at the flue outlet. The neat rectangular housing is covered with stainless steel and blends well with any architectural setting.
• A continuous supply of dry, warm vapor is assured by providing additions heat exchange area over the amount
required for rated capacity. The large water bath acts as a massive heat sink, eliminating the need to shut down
while servicing power burner or controls.
• All critical components are protected from outside weather conditions to assure maximum reliability. These units are completely insulated for an economical operation.
• All models are built in accordance with Factory Mutual safety requirements.
• Standard units feature safety interlocks which initiate automatic shut down sequence of power burner and activate dry alarm contacts and light in the event of excessive or insufficient burner gas pressure, excessive bath temperature, low bath level or flame failure.
• Integral liquid level control system prevents LP-Gas liquid from entering vapor line.
• Units are shipped ready for use, requiring only electrical power supply and connection of liquid and vapor lines.


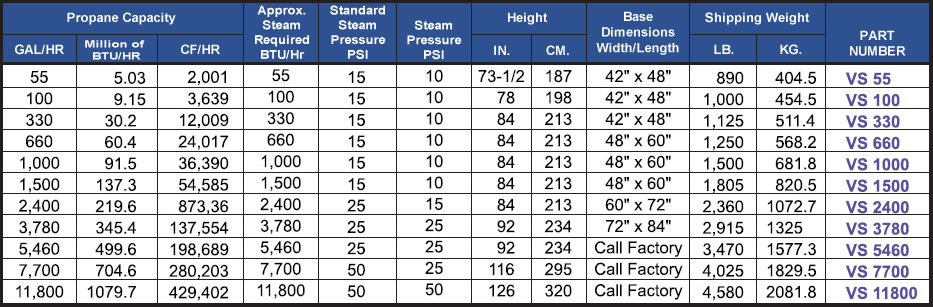
VS Series Steam Vaporizers
Designed and engineered to provide an economical and dependable source of LP-Gas vapor for a wide range of applications from 55 GPH up to 11,800 GPH. Standard units are completely self-contained requiring connection of LP-Gas inlet and outlet, steam inlet and condensate outlet. All are factory tested on propane and shipped ready for use. The VS Series Steam vaporizer uses a thermally actuated control system to regulate the flow of steam into a shell and tube heat exchanger. The thermal system consists of a liquid filled diaphragm actuator connected by means of a filled, semi-flexible capillary tube to a partially filled sensing bulb inserted in the LP-Gas vapor stream. As temperature at the sensing bulb increases (as would occur during a low LP-Gas flow condition}, the fluid in the bulb partially vaporizes, applies pressure to the diaphragm and closes the valve. As temperature at the sensing bulb decreases (during a higher LP-Gas flow condition), the fluid would re-condense, reducing pressure on the diaphragm and opening the valve. Depending on gas flow conditions, the valve will throttle the flow of steam to maintain the desired temperature range.
Standard Features
• ASME Code Heat exchange pressure vessels. The shell is constructed of rugged carbon steel for high strength and good heat exchange characteristics.
• The removable, field replaceable tube bundle is constructed entirely of stainless steel to ensure long life and corrosion resistance.
• Ransome’s unique liquid level float configuration. The high liquid level float prevents liquid from entering the outlet.
• Inlet solenoid valve with bypass back check valve. The solenoid valve, in conjunction with the high liquid level switch, closes the inlet preventing the liquid from spilling over into the outlet.
• Bottom steam feed protect against freeze up. The condensate is constantly warmed by incoming hot steam. Even if the vaporizing temperature in the shell falls below freezing, there is no risk of the condensate freezing with the resultant bursting of the tube.
• ASME stamped safety relief valve. Each vaporizer unit is adequately protected in accordance with NFPA 58 and California Title 8 codes.
• All sizes are capable of infinite turndown and will maintain a ready supply of vapor from zero load to full capacity.
• Standard electrical configuration Class I, Division I.
• Vertical design provides maximum capacity in a compact unit.
Performance
Rated capacity in GPH of Propane @ 0 degrees F with a minimum vapor outlet temperature of 100 degrees F. (Note: Rated capacity for butane and other LP-Gas mixtures will be lower than that of propane. For units operating on hot water (180 degrees F) capacity is reduced approximately 50%)
Operating Temperature Range: 80-140 degrees F
LP-Gas Safety Relief Valve Setting: 250 psig
Steam Relief valve Setting (15 psig steam): 50 psig
Design pressure, LP-Gas side: 250 psig
Design pressure, Steam side: 100 psig
Design Temperature: 650 degrees F
The high liquid level float breaks on liquid rise.
Base and Frame: Carbon Steel structural channel
Vap. Vessel Shell: Carbon Steel
Vap. Tube Bundle: Stainless Steel
Connections: Carbon Steel